[vc_row][vc_column][vc_column_text]고객으로부터 들은 적이 있습니다… “방금 드릴링을 시작했는데 균열이 발생했습니다” 또는 “톱질을 하다가 녹은 플라스틱(조각)이 블레이드를 멈추게 했습니다” 또는 “검사 부서에서 내 모든 부품에서 균열을 발견했습니다”.
“밀”이 말한 내용도 말할 수 있습니다… “그들이 잘못된 크기의 드릴을 사용했거나 잘못된 이송 속도를 사용했거나 톱날이 잘못된 유형이거나 작업 사이에 재료를 어닐링했어야 했습니다.”
우리는 최근까지 다른 공장의 4인치 직경 GL30 로드를 요청하는 고객을 도왔다고 말했습니다. Drake의 4인치 직경 KT820GF30 과 다른 제품의 450GL30을 동일한 프로그램과 도구로 똑같은 기계에서 연속적으로 실행한 결과를 확인하십시오.
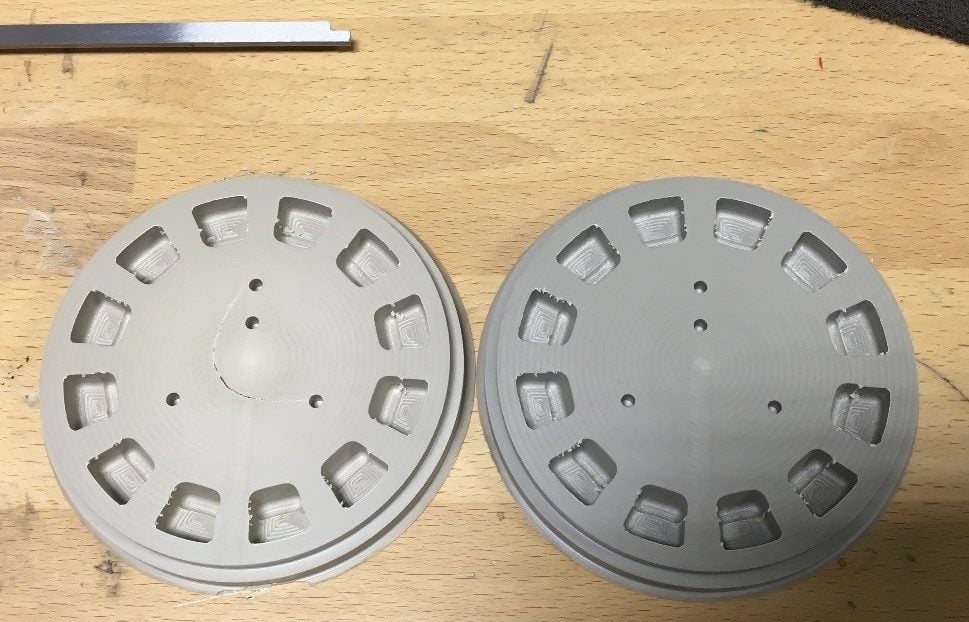
그래도 믿기지 않습니다… 우리 직원들이 부품을 실행하는 비디오를 확인하십시오. https://www.youtube.com/watch?v=6CTtlMjOIa4
좋은 소식은 완성된 부품의 ID가 충분히 커서 부품을 회수할 수 있다는 것입니다.
왜 차이가 있습니까?
PEEK와 같은 고온 재료의 압출 가공은 용융된 폴리머가 630F 이상의 용융 온도에서 주변 온도로 냉각되어야 하기 때문에 매우 느린 속도를 포함하여 부지런한 가공이 필요합니다. 이 온도 구배는 재료에 매우 높은 열 응력을 설정합니다. 이러한 열 응력을 PEEK와 같은 반결정 재료에 고유한 압출 압력 및 결정화 응력과 결합하면 실제 가공 문제가 발생합니다. 이제 인성(신율)을 줄이는 유리 및/또는 탄소 섬유와 같은 보강재를 추가하면 완벽한 폭풍이 됩니다. 시간이 증명했습니다…”이상적인 압출 가공은 압출 후 어닐링으로 극복할 수 없습니다.”
모든 압출 공정에 대한 Drake의 단일 조각 흐름 접근 방식과 Torlon의 20년 가공 경험은 수지와 공정의 올바른 조합을 개발하여 전 세계 어디에서나 가장 기계 가공 가능한 대구경 PEEK 모양 을 만드는 데 도움이 되었습니다. 우리의 가공은 최고의 가동률을 달성하기 보다는 최대 인성과 연성으로 전체 밀도를 보장하는 데 필요한 최소한의 압력과 속도에서 작동하는 데 중점을 둡니다. Torlon PAI를 실행하기 위해 개발된 Drake의 독점 압출기 디자인은 이러한 섬세한 균형을 가능하게 합니다. 나머지 잔류 응력은 주의 깊게 모니터링되는 어닐링 주기에 의해 최소화되며, 다시 한 번 기술을 통해 세계에서 가장 큰 Torlon 모양을 압출하는 프로세스를 미세 조정합니다.
수지 선택은 어떤 역할을 합니까?
우리의 경험은 특히 더 큰 직경의 로드와 더 두꺼운 단면 플레이트를 가공할 때 Solvay의 KT PEEK 재종으로 가공 이점을 지적합니다. 더 높은 분자량과 더 넓은 분자량 분포는 압출 공정과 관련된 응력을 견디기 위해 더 나은 인성/내충격성을 제공합니다. 이를 설명하기 위해 Drake는 Victrex 및 Solvay 탄소 강화 PEEK 막대를 모두 생산하지만 Victrex CA PEEK는 최대 1인치 직경만 제공되는 반면 KT820CF PEEK 막대는 최대 6.5인치 직경의 막대로 압출되며 더 커질 계획입니다.
우리는 현재 4, 4.5, 5, 5.5, 6 및 6.5인치 직경의 천연 로드, 30% 유리 강화 및 30% 탄소 섬유 강화 버진 PEEK를 보유하고 있습니다.
- 소량만 찾습니다. 우리는 60 인치 길이로 재고가 있지만 필요에 따라 길이로자를 것입니다.
- 컷 블랭크를 보지 않는 것이 좋습니다. 문제 없습니다. 정밀 Cosan 톱을 사용하여 블랭크도 절단합니다.
- 이미 다른 사람의 막대를 사용하지만 더 나은 재료를 찾고 있습니다. 당신은 세부 사항을 제공하고 우리는 샘플을 제공합니다.
[/vc_column_text][/vc_column][/vc_row][vc_row][vc_column][vc_empty_space height=”1px”][/vc_column][/vc_row]